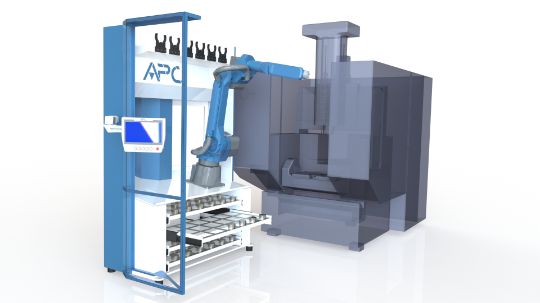
СРТК АРС 5
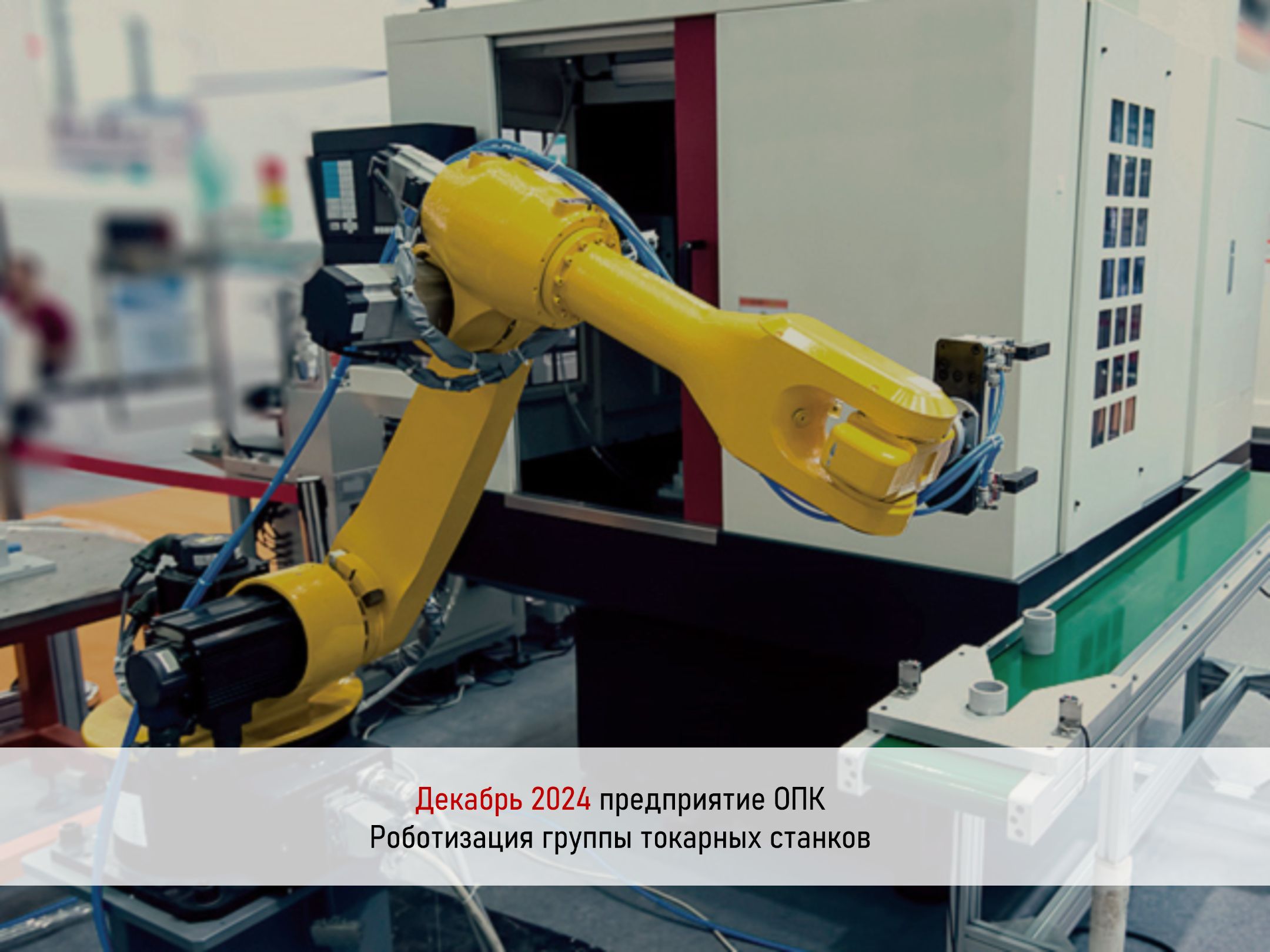
Стандартный роботизированный комплекс АРС 5
Состав:
1. Система подачи и хранения заготовки АРС 200
2. Стойка смены захватов
3. Робот грузоподъёмностью до 5 кг.
4. АРМ оператора комплекса
5. Стойка перехвата детали
6. Система контроля геометрии (опционально)
Применение:
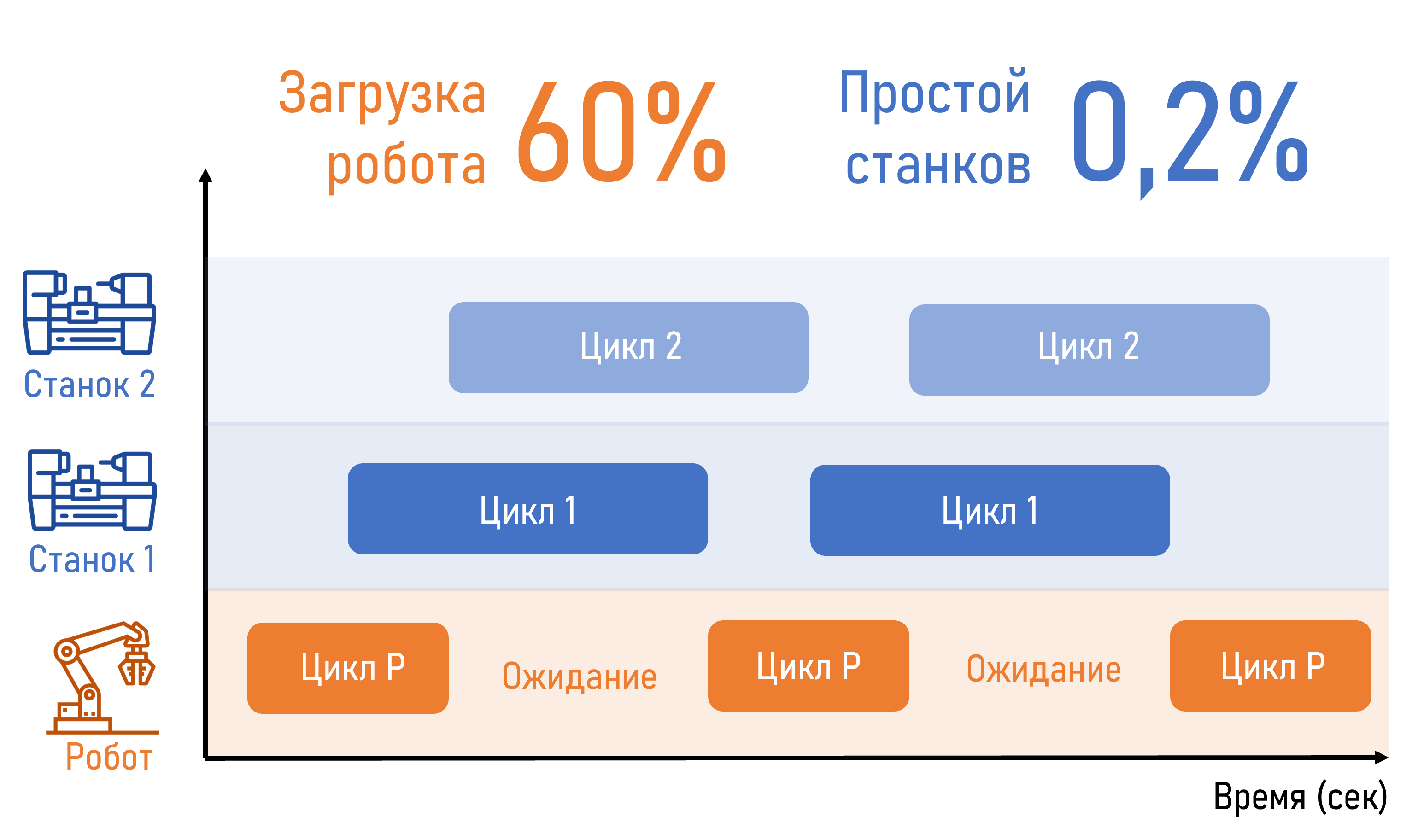
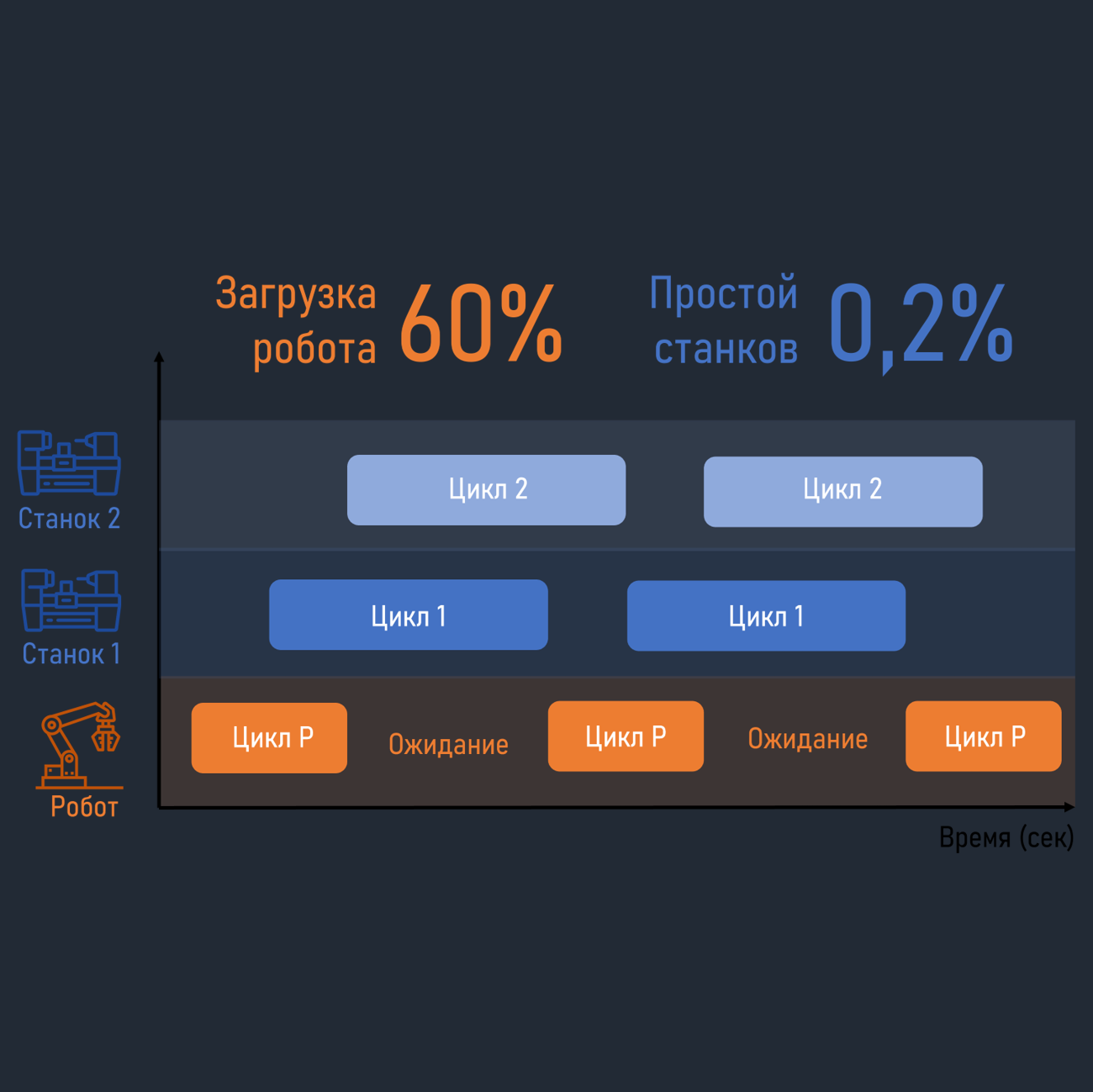
Мелкосерийное и среднесерийное производство, время цикл детали до 2-х минут. Масса детали до 2-х кг. Передвижная конструкция, быстрая переналадка под станок. Токарные и фрезерные группы. Обслуживание до 2-х станков.